


镗刀刀夹解析:提升内孔加工精度的关键
发布时间:
2024-09-20
镗刀刀夹解析:提升内孔加工精度的关键
在切削刀具中装有可转位插件的小刀夹已经使用多年。在现代制造环境中,小刀夹在镗、车、铣、钻等刀具中占有一席之地。小刀夹在车间流行的原因有很多:
- 当需要更精确的插入位置时,小刀夹允许刀具的可调整性。作为一个独立的组件,小刀夹可以与刀具的其他切削元件独立地精确移动,以补偿制造过程中的不完美。
- 卡匣可保护昂贵的刀具本体。碰撞是切削操作中常见的故障模式。即使在现代CAD/CAM系统改进的验证环境下,以及采用刀具监控系统,刀具的切削部分与工件之间发生碰撞的可能性仍然很高。卡匣的定位可避免所有“滥用”,并保护刀具本体免受严重损伤。
- 小刀夹使用公开市场上多个供应商生产的标准组件,从而降低了模具成本。
- 小刀夹采用经过适当热处理的优质合金钢,使刀具体材料更柔软、更轻便,从而提高了刀具的质量。
- 小刀夹允许用户在一个工具上建立多个站点,以便在单一路径中组合许多不同的操作。这种能力在提高材料切除率,特别是在大规模生产中起着重要的作用。
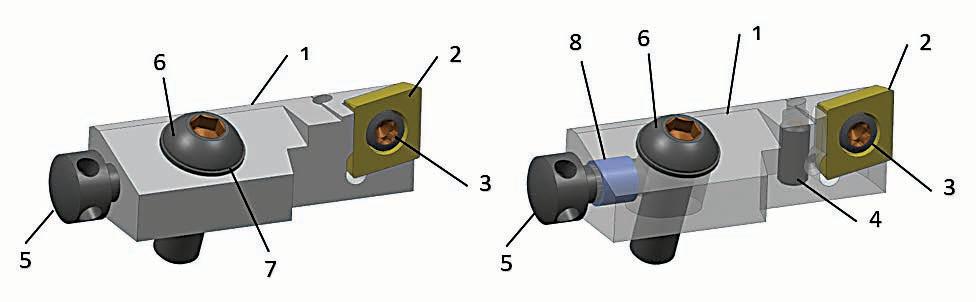 图 1 : 按照 ISO 5611 标准显示的典型小刀夹设计
图 1 : 按照 ISO 5611 标准显示的典型小刀夹设计
ISO 5611卡匣的典型设计(参见图1)包括:
1由热处理合金钢制成的固体本体;2由硬质合金、陶瓷或超硬切削材料如PCD或CBN制成的切削插件;3.插件保持螺钉;4.无帽螺钉;5.轴向调整螺订;6.卡匣夹紧螺钉;7.垫圈;8.可选螺纹保持元件或螺旋线圈。
标准本身并不规定弹匣设计,而只规定主要尺寸。然而,随着时间的推移,不同的制造商联合起来创建一个主要设计,这就是为什么今天所有的弹匣看起来都一样。
过去三十年来,制造商对机床的设计和性能进行了显著的改进。纺锤变得更快,更刚性。准确度变得更高。通信和数据采集系统提高了机器的效率和产量。在开发新型硬质合金和超硬切削材料方面也取得了许多类似的突破。但切削刀具设计——尤其是使用ISO小刀夹的刀具——在行业其他领域落后于这一进步。
小刀夹类型和尺寸的主要标准ISO 5611(小刀夹,A型,可索引插件——尺寸)在2015年进行了重大更新,现在由12个子标准组成,从ISO 5611-1:2015到ISO 5611-12:2015。源自德标DIN 4985。
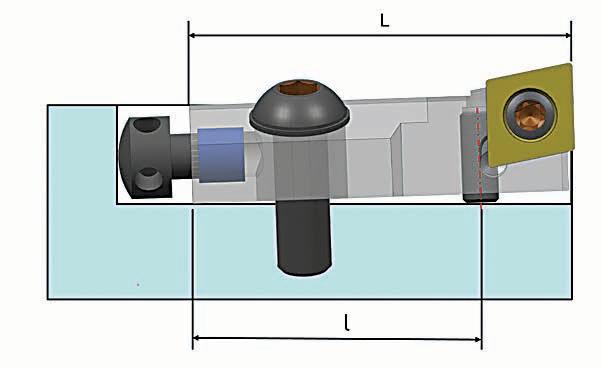
图2: 按ISO 5611标准通常安装的小刀夹
有几个因素特别过时(见图2),并剥夺了机床的成就:
- 使用螺纹间距大的标准插座固定螺钉,可产生低于现代要求的调整分辨率。例如,对于卡匣 10CA (10=距离切削刃的距离,以毫米为单位;C为卡匣;A为A型),螺纹的直径为M4 ,间距等于0.7mm。这意味着,为了完成螺钉的一次旋转,卡匣将径向移动0.7mm。
- L/l>>1的比率进一步降低了调整的解决率。
- 由于筒体刚性,调整只能通过拉伸夹紧螺钉6来实现(见图1)。在实际操作中,较小的螺钉4与较大的螺钉6相对工作(见图2)。
- 由于弹壳体与弹壳底板间存在间隙,在切削力作用下,弹壳体不具有坚固的支撑。
这些缺点导致了一个繁琐的调整过程,需要多次重复。为了进行调整,操作员通常对夹紧螺钉6施加减小扭矩(见图1)。然后,他或她启动调整螺钉4,并把夹紧螺丝6固定到必要的规格。在这个过程中,弹丸体稍微变形,插件的目标位置改变。从这一点开始,一切取决于操作员的经验。一些操作员通过松开夹紧螺杆重新开始,而其他人使用径向螺钉来微调切削刃的位置。无法预测径向调整螺钉被夹紧螺纹卡住的程度。驱动螺钉的六角或扭矩工具的尺寸很小,可能不足以克服摩擦。
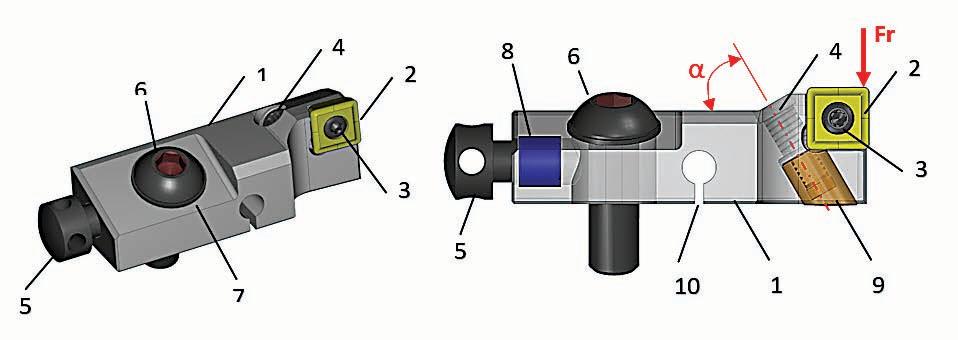 图3: 精细调节小刀夹的新概念是详细的。(Fr是径向切削力。)图为火狐电竞。
图3: 精细调节小刀夹的新概念是详细的。(Fr是径向切削力。)图为火狐电竞。
为了解决传统设计的缺陷,火狐电竞公司开发了一个卡匣概念(见图3),将新卡匣与机床领域的先进技术进行了重新组合。
如图 3 所示,这种新型盒式磁带是在柔性主体 1 平台上构建的。插入件 2 由盒式磁带前部的螺钉 3 固定。夹紧螺钉 6 带垫圈 7 和螺纹保持器 8 与原设计类似。游戏规则的变化在于集成差动螺钉 4 和推垫 9。差动螺钉上的螺纹由相同的铅制成,但节距不同。例如,一个螺纹可以是 M4 mm,另一个螺纹可以是 M4.25 mm。这使得节距为 0.25 mm,这比传统设计(0.7 mm)小得多。
此外,径向调节螺钉4位于角度a上。= 60度,以进一步精细调整的分辨率。10CA 弹匣的实际调整分辨率为0.019毫米(0.0007“)每旋转调整螺杆90度。在实际应用中,操作人员可以可靠地调整切削刃的位置,其精度可达0.001mm(0.00004)”).
推压垫的另一个优点是,在切削力(Fr)的径向矢量影响最大的区域具有强大的支撑力,并且减小了L/l的比率(见图4)。
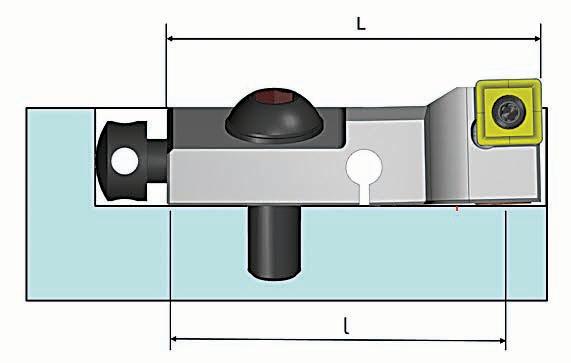 图4: 改进的小刀夹的正常安装。
图4: 改进的小刀夹的正常安装。
这种设计的一个典型特征是弹夹体的柔性,由凹槽10形成(见图3)。它要求并允许弹夹体和主机切削刀具之间保持恒定的预加载。这样做的一个积极效果是差动耦合零反弹,因此可以平滑地进行上下两个方向的调整。在进行调整时,也不需要松开弹夹螺丝。这大大减少了维护时间,使刀具更加人性化。
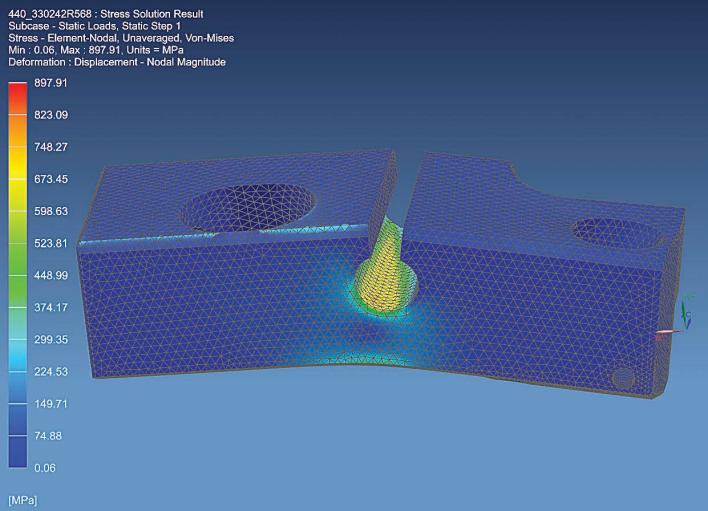
图 5 : Von Mises 应力显示在最大变形时的凹槽区域。
在计算弹匣体的标称预载时,火狐电竞考虑了以下因素:
- 额外的最大变形为0.2毫米(0.008")以补偿切削刃磨损。
- 离心力对高速应用的影响——例如,用PCD插件加工铝。
- 身体临界横截面上的最大应力(见图5)。
在整个操作过程中,为了补偿切削刃的尺寸磨损,需要最大限度地增加卡匣前部的变形。设计的目的是使卡匣保持在变形的线性范围内,防止疲劳失效。在对磨损的卡匣进行索引并调整到标称尺寸后,应力自动减小到标称。
在高速加工的情况下,筒体的前部按照方程(1)来利用离心力:
Fc = 0.01097 m r nrpm2 (1)2465
在哪里
m=质量(千克)
r=中心质量半径(以米为单位)
nrpm=每分钟转数
用于加工多个表面的典型镗刀如图6所示,前插件正在执行粗加工操作,而其他插件正在完成精加工和倒角。
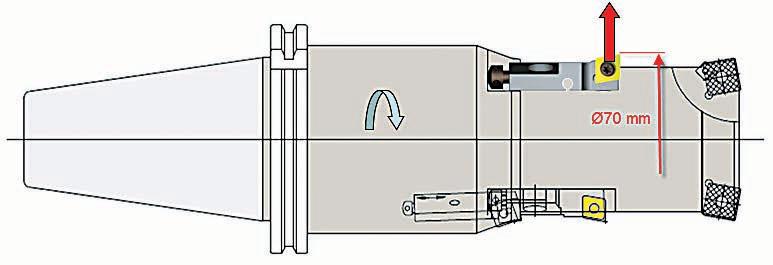 图6:一个 普通的多工位镗床,全方位的内冷方案带有精细调整盒。
图6:一个 普通的多工位镗床,全方位的内冷方案带有精细调整盒。
旋转速度 nrpm 以2的幂表示,说明了考虑离心力对弹匣标称预载的影响的重要性。一方面,离心力通过试图将弹匣的前部从托架上“抬起”来减少预载。另一方面,离心力的增加临界部分的应力。例如,如果这个工具以 nrpm =8,小刀夹000 rpm旋转,在0 rpm时,前部的质量是m=0.0199kg,那么离心力将达到489N(110磅)。
基于深层次的工程分析,火狐电竞建立了新小刀夹的几何约束,同时仍然符合ISO 5611标准的要求。新设计完全可以与原始互换,并已在实地得到证明。
火狐电竞公司的应用分析表明,在长度L=50 mm、高度F=14 mm、距离切削刃H=10 mm的10 CA型小刀夹中,75%的精加工作业可以完成。该公司还确定了三种主要的通用小刀夹类型,可以满足大多数应用。ISO 5611的其他类型和尺寸的小刀夹也可供选择。
火狐电竞建议尽可能使用经热处理至 60 HRC 的间隔件。这可通过防止凹坑底面和推块 9 之间的接触区域发生任何塑性变形,显著提高刀具的刀具寿命。(见图 3。)
间隔垫的另一个优点是能够磨削其厚度,以使卡匣适应不同的镗孔直径,以及能够使用铝、镁和碳纤维等更轻、更柔软的材料用于工装体。间隔垫在切削过程中吸收高压,并为切削体提供保护。为了允许冷却液自由流动,间隔垫具有一个缓冲区。
新的专利精细调整小刀夹设计的主要优点可归纳如下:小刀夹符合ISO 5611标准的要求,具有0.001毫米的高分辨率的调整;在调整系统中不存在反弹;在调整期间不需要解夹小刀夹;0.2毫米的足够范围可补偿切削刃的磨损;在切削刃下方的支撑小刀夹具有高稳定性。
这种新设计将产品提升到现代机床的技术水平,在现有操作中使用新的小刀夹可以将刀具寿命延长一倍以上,并显著改善最终用户的使用体验。
相关案例