


火车轮加工
发布时间:
2024-10-16
火车轮加工
火车车轴必须满足最高的质量要求,以确保最高水平的运行可靠性。然而,在最多样化的轨道上行驶数千英里,同时承载重物,会给车轮带来巨大的压力,而且磨损率也同样极端。车轮的使用寿命在很大程度上取决于高水平的制造质量和定期维护。
箭石是铁路和机车车辆行业客户的可靠合作伙伴。与车轴加工部件和机械制造商的密切合作也有助于箭石提高知识并开发高效的刀具解决方案,从而提供终极性能。因此,箭石用于车削、钻孔和铣削的高质量切削材料解决方案和刀具是最佳质量和加工安全性的保证。箭石在铁路行走部位、重型管道加工、能源行业有很多高效方案。以下为箭石火车轴解决方案:
车轴加工的要求
在机车中,用车轴将两个车轮刚性的连接起来。在日常的运行中,承受着巨大的应力(挠曲和扭矩)和载荷(重量)。因此车轴的制造极其严格,必须满足高质量和高安全性的要求。车轴的结构,设计,制造和质量等都有相应的标准。
锻钢材料的加工,需要高质量的刀具和切削材料。这些刀具和切削材料必须能够提供最大的加工可靠性并同时具有很好的经济性。请选用箭石刀具系统,我们是车轴加工的经验丰富,值得信赖的合作伙伴。
在车轴加工上,箭石提供大量的标准刀片,多种不同的断屑 槽型和切削牌号。

车轴加工的材料
车轴一般使用特殊的回火钢,钢材牌号从A1到A5下表列出了详细的化学成分和机械性能:
| 材料命名 | C | Si | Mn | P | S | 化学成分 [%] Cr | Cu | Mo | Ni | V | (Cr+Mo +Ni) | 热处理方式 | 机械 抗拉强度 R [N/mm?] | 性能 布氏硬度 [HB] | ||
| A1 EA1T A2 | 0,42 0,22 | 0.40 0,40 | 70 | 45 | 45 | 40 | 一 | 10 | 40 | 63 | T N | 550 550-700 | 163-208 | |||
| 120 | 25 | 30 | 45 | 25 | 15 | 15 | 10 | 一 | N | 510-620 | 152-184 | |||||
| A3 | 50 | 40 | 70 | 0.045 | 45 | 40 | 10 | 10 | 40 | 63 | T N | 620-770 600-750 | 184-228 | |||
| A4/ EA4T | 25 | 25 | 80 | 20 | 15 | 12 | 一 | 20 | 30 | 一 | T | 650-800 | 193-238 | |||
| A5 | 25 | 25 | 70 | 20 | 15 | 100 | 一 | 20 | 30 | 一 | T | 730-880 | 216-261 |
N=回火处理
T=热处理
DIN材料命名
| 材料命名 | 标准命名(DIN |
| A1/EA1T | C35 |
| A2 | 22MnCrV5 |
| A3 | C45 |
| A4/EA4T | 25CrMo4 |
| A5 | 42CrMo4 |
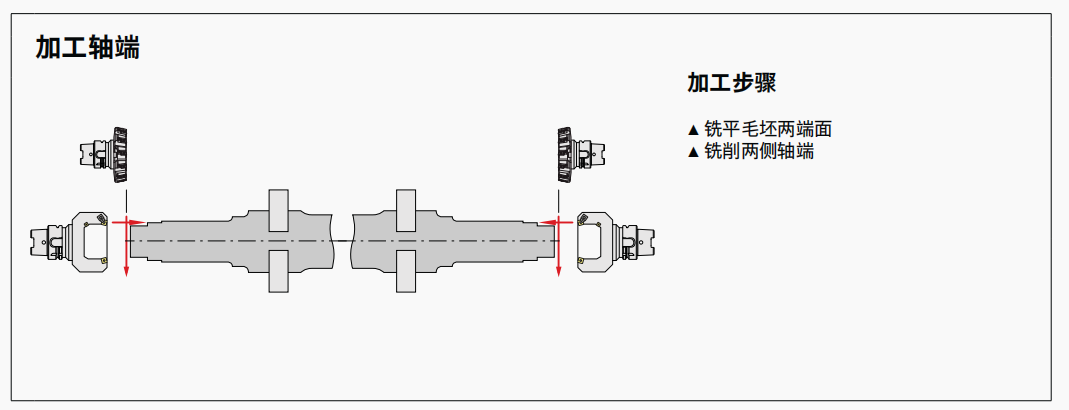
车轴加工-加工步骤
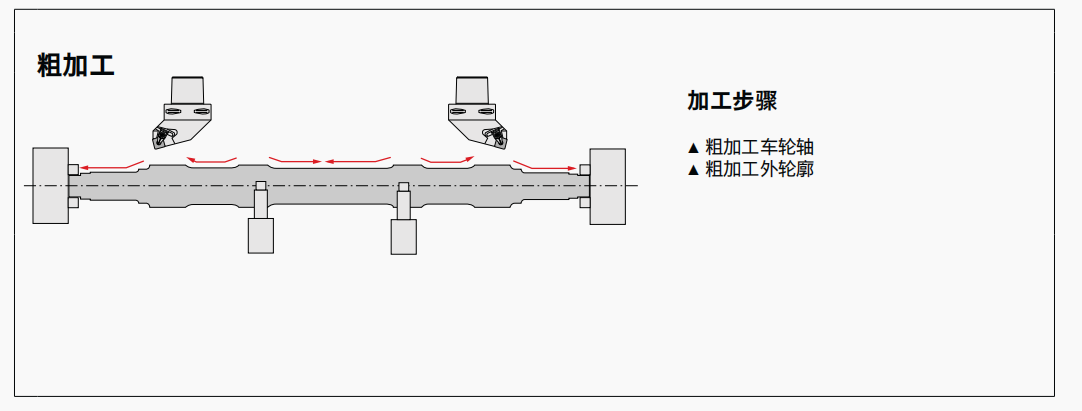
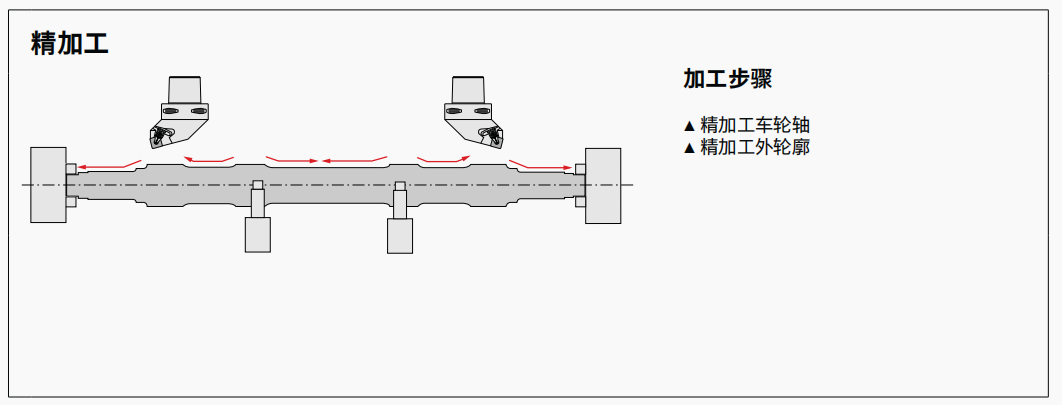
车轴加工需要多个加工步骤。首先需要铣平锻造棒材的两端,车轴两端都要加工,并在前端面打孔。然后在车床上粗加工外径到一定的尺寸要求。
车轴加工案例
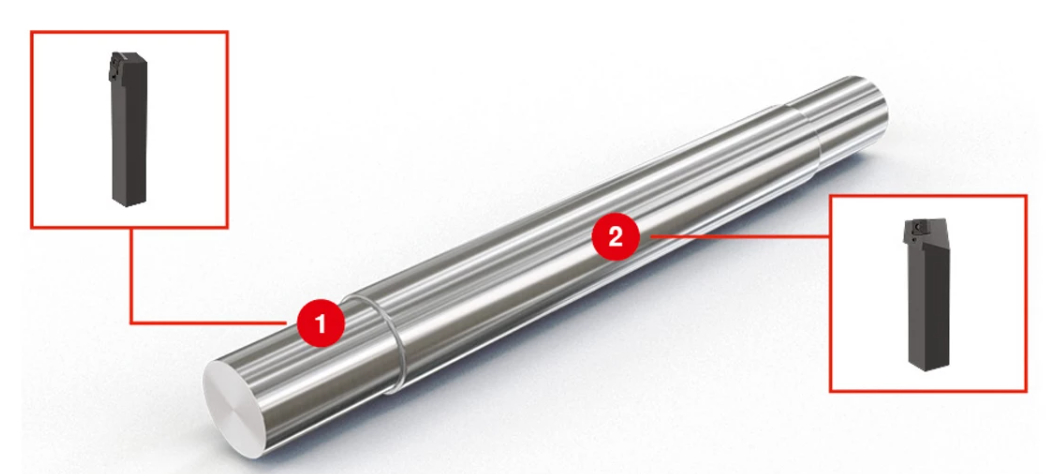
箭石可转位刀片1
粗车应用示例:
组件: 火车轴
材料:25CrMo4
机床:车床

切削参数:
vc: 160 m/min
f: 1.1 mm/rev
ap: 3 - 6 mm
冷却: 乳化

箭石可转位刀片2
精车应用示例:
组件: 火车轴
材料:25CrMo4
机床:车床

切削参数:
vc: 220 m/min
f: 0.5 mm/rev
ap: 1 mm
冷却: 乳化

| 切削参数 | 竞争者 | 箭石 |
| vc ( m/mi(最小) | 160 | 160 |
| f (毫米/转) | 0.8 | 0.8 |
| AP (毫米) | 6 | 6 |
| 刀具寿命 | 35 | 48 |
火狐电竞专注于提供重工业高效的加工解决方案,尤其是在铁路行走部位、重型管道加工、能源行业等方面表现突出。通过技术创新与实践的结合,火狐电竞已经在多个领域实现了高效运输的解决方案。如需行业样本或技术解决方案请与火狐电竞联系。
相关案例