


喷油器中孔、面座的磨削工艺(上)
发布时间:
2025-01-04
01 序言
02 内燃机燃油系统市场价值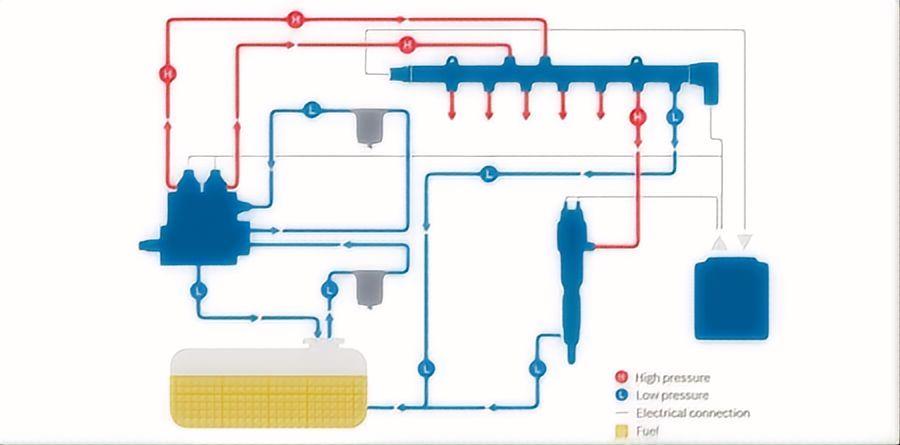
03 喷油嘴产品工艺和设备
04 中孔座面磨工艺工具案例
4.1 工艺工具选择
4.2 工艺措施和周边产品
4.3 工艺效果
05 结束语
关键词:汽车,发动机,喷油系统,磨削工艺
01 序言
内燃机是目前世界动力机械的主要方式,是人类社会效率的关键因素;是箭石一直探究的方向。
02 内燃机燃油系统市场价值
2023年我国内燃机产量为4473.76万台,同比增长2.85%;
2023年柴油内燃机销量为511.65万台,同比增长19.36%;
2023年汽油内燃机销量为3958.47万台,同比增长1.88%。
如果我们均按照每个内燃机4个缸体,每个缸体1个喷嘴的方式,来计算燃油喷嘴的数量,计算中国年出产喷油嘴大致如下:
1)新发动机市场≈4,500万台x4只/台=18,000万只燃油喷嘴;
2)国内后市场 ≈33,600万台x4只/台x更换率5%=6,700万只;
3)国外后市场 ≈100,000万台x4只/台x更换率5%x渗透率40%=8,000万只;
燃油喷嘴总计数量≈18000+6700+8000=32,700万只;这是一个非常庞大的市场,年消耗量是以亿为单位的,仅次于个人耐用消费品的手机(2023年全球手机销售量约11.7亿)因此深入研究非常有必要。
03 喷油嘴产品工艺和设备
内燃机(Engine)的八大子系统中,燃料供应系统(Fuel System)是核心的子系统,其中针阀(delivery valve)、柱塞(plunger and barrel)、出油阀(delivery valve)是燃油系统的三大偶件(mate parts),加工精度要求极高,具有很大的磨削难度;尤其是喷油器针阀偶件(delivery valve assembly)作为燃油喷射系统的核心组件,其精确度和光滑度直接决定了燃油的喷射效果以及发动机的燃烧效率。
如下表所示为中国典型厂商针阀体的主要工艺步骤(Phase)和典型设备配置情况,其中红框内的关键工艺是我们今天讨论的主题。
序号 | 针阀体加工步骤 | 工序(processes)和工步(Phase)定义 | 设备 | 品牌 |
1 | 毛坯钻孔 | 进行针阀体毛坯粗加工,四轴枪钻一次装夹,喷油器中孔一次成型 | 四轴枪钻机床 | 德TBT |
2 | 孔位 | 加工针阀体各孔位 | 立式加工中心 | 德SW |
3 | 电化学电解盛油槽 | 保证盛油槽的尺寸的同时,确保没有毛刺 | 电化学电解(ECM) | 德(埃马克) |
4 | 喷孔加工 | 微孔电火花工艺,流量精度达到±1% | 微孔电火花加工机床 | 瑞+GF+ |
5 | 挤压研磨 | 在线检测挤压针阀体流量,达到流量标准,误差控制在±1%范围 | 挤压研磨设备(AFM) | 美(易趋宏) |
6 | 流量检测 | 每一只油嘴的阀体100%经过检测流量一致性 | 流量检测设备 | 北京机科 |
7 | 系统流量检测 | 与原装喷油器安装后,测试各工况的技术参数 | 共轨喷油器试验台 | 意 |
8 | 中孔、座面、大端面 | 数控高精度中孔座面磨床。用来加工针阀体的中孔、座面、大端面 | 中孔座面磨床 | 瑞UVA等 |
04 中孔座面磨工艺工具案例
在喷油器的生产过程中,磨削工艺是确保喷油嘴精确度和光滑度的关键步骤。通过选用适当的砂轮、磨削参数和冷却液,配合精密的磨削设备和工装夹具,可以实现喷油嘴的高精度磨削。
例如,使用CBN砂轮进行喷油嘴的精密磨削,可以确保喷油嘴的孔径、孔形和锥度等关键尺寸的精确性,同时提升喷油嘴的表面光滑度和耐磨性。这种磨削方案不仅提升了喷油器的性能和可靠性,还有效降低了生产和维护成本。
案例分析(Case Analyze)二则
案例(Case )1
机床:UVA
砂轮规格:中孔1A1W 4×6×2×16.5×M2 CBN
座面:1A1W–Z/60°3.3×11.5×1.5×21.6×M2 CBN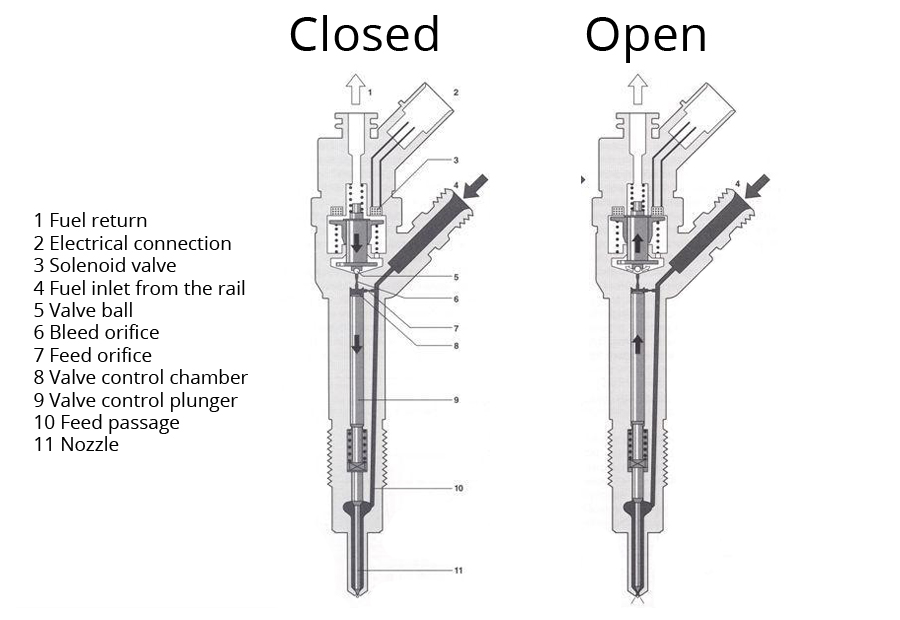
砂轮转速:
中孔:90000RPM
座面:60000RPM
磨削余量:
中孔:Ф0.1mm
座面:Ф0.1mm
修整方式:金刚石烧结滚轮
修整周期:
座面:10件/修
中孔:12件/修
工件材质:18CrNi8,HRC≥55
对比测试报告(contrast test report)表1
品牌 | 类型 | 圆度(μm) | 粗糙度(Ra) | 加工精度及其他 |
火狐电竞 | 座面 | 0.64~0.84 | 0.101~0.126 | 角度、尺寸、圆度满足要求,耐用度和寿命与进口砂轮相当 |
| 中孔 | 0.36~0.42 | 0.072~0.096 | 尺寸、锥度满足要求,耐用度和寿命与进口砂轮相当 |
Meister | 座面 | 0.85~0.89 | 0.127~0.187 | \ |
| 中孔 | 0.35~0.47 | 0.075~0.097 | \ |
案例(Case)2
机床: BAHM?LLER ULTRA
砂轮规格:
中孔:1A1W 4×6×2×14.5×M2 CBN
座面:1A1W–Z/60°3.3×9×1.5×23.5×M2 CBN
砂轮转速:
中孔:95000 RPM
座面:85000 RPM
磨削余量:
中孔:Ф0.02~0.03mm
座面:Ф0.1~0.15mm
修整方式:金刚石烧结滚轮
修整周期:
中孔:10件/修
座面:8件/修
工件材质:38CrMoAlA,硬度为HRC≥55
对比测试报告(contrast test report)表2
品牌 | 类型 | 圆度(μm) | 直线度(μm) | 锥度(μm) | 粗糙度 |
火狐电竞 | 座面 | 0.38 | \ | \ | Ra0.06/Rz0.55 |
| 中孔 | 0.26 | 0.3~0.8 | 0.4~1.0 | Ra0.08/Rz0.66 |
A-Schmeier | 座面 | 0.36 | \ | \ | Ra0.06/Rz0.55 |
| 中孔 | 0.45 | 0.4~0.8 | 0.6~1.2 | Ra0.12/Rz1.32 |
通过精心选择磨削工艺和参数,可以实现高精度、高质量和高效率的加工。例如,在航空航天领域,发动机叶片的磨削要求极高的精度和表面质量,采用类似的磨削工艺可以显著提升叶片的性能和使用寿命。此外,在医疗器械制造中,磨削技术也被广泛应用于手术器械的加工,确保其刃口的锋利度和耐用性。
这些成功案例进一步证明了磨削技术在提升产品质量和降低生产成本方面的重要作用。通过不断优化磨削工艺和设备,制造业将能够更好地满足日益严苛的市场需求,推动行业技术进步和产业升级。
相关案例