


刀柄锥度检测仪
? ? ? ?刀柄是切削工具和机床主轴之间关键的连接部件,如果刀柄不合格或发生磨损失效,将造成刀具寿命变短,也会导致加工工件表面质量差,甚至可能损害机床主轴。 ? ? ? ? 合理选择和使用刀柄是提高机床生产效率、减少停机时间并减少不合格工件数的经济有效的方式。刀柄成本虽然只占加工成本的很小一部分,但对生产率和成本效益有很大影响。
关键词:
所属分类:
产品描述
刀柄是切削工具和机床主轴之间关键的连接部件,如果刀柄不合格或发生磨损失效,将造成刀具寿命变短,也会导致加工工件表面质量差,甚至可能损害机床主轴。
合理选择和使用刀柄是提高机床生产效率、减少停机时间并减少不合格工件数的经济有效的方式。刀柄成本虽然只占加工成本的很小一部分,但对生产率和成本效益有很大影响。
几种刀柄不合格形式:
- 刀柄锥度和锥面公差不合格,与机床主轴贴合度不够,导致振动过大。
- 刀柄刀夹部分圆跳动过大,导致刀具磨损过快,工件表面粗糙。
- 7:24大锥面刀柄锥面小锥面正向公差过大,导致高速加工后,拉入主轴的刀柄与主轴发生抱死现象,刀柄很难取出,甚至导致主轴内孔发生磨损。

典型的几种刀柄失效的形式:
- 切屑缠绕刀柄,由于刀柄、工件和切屑之间的摩擦,刀柄形成磨损。
- 断续的切削力导致刀柄的表面疲劳。
- 切削力导致的刀柄变形。
- 切削热和切削温度导致刀柄材料结构的相变。
- 刀柄的氧化和腐蚀。
- 备件、配件和连接表面的磨损。
- 热缩刀柄在热缩过程中过烧导致刀柄材料结构变化。
如何判断刀柄是否合格或者是使用一段时间后是否能够继续使用,箭石为您推荐几种解决方案!
1.使用刀柄锥度检测仪对刀柄进行质量把控
Diebold提供用于检测HSK、SK、BT、D-BT(B-BT) 类型的刀柄锥度检测仪。
确保您可以在早期检测刀柄锥度等功能尺寸,有效避免主轴损坏。
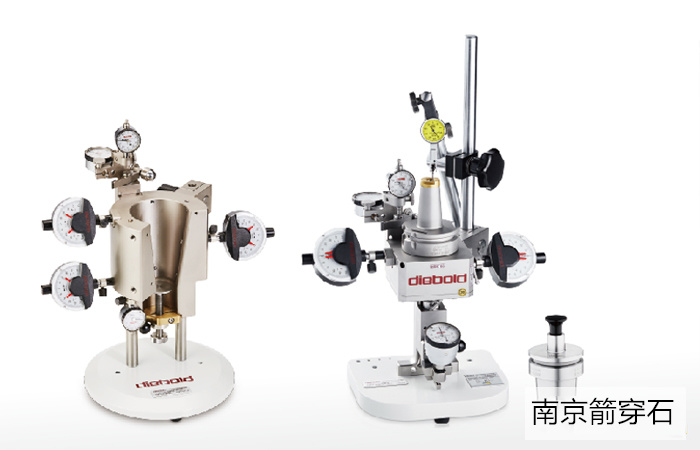
Diebold HSK刀柄锥度检测仪
校准后的刀柄锥度检测仪可以在一次操作4个重要的尺寸:
1. d 2 锥度大端直径
2. d k 锥度小端直径
3. l 5 拉紧斜面位置
4. l 6 顶出面深度
圆度:d 2 ,d k 在检具中旋转HSK锥柄可测
配合使用V型法兰槽测量装置可检测
5. d 11 V型槽的半径
6. f 3 V型槽到端面的距离
配合跳动检测支架,可以检查刀具相对于刀柄锥度的跳动
8. A 外径跳动
9. B 端面跳动
10. C 内径跳动
Diebold BT刀柄锥度检测仪
校准后的刀柄锥度检测仪可测量:
1. d 2 锥度大端直径
2. d k 锥度小端直径
3. MI 锥部直线度
4. a 法兰面到锥部的距离
配合法兰V型槽测量装置可检测
6. d 5 法兰V型槽尺寸
7. f 1 V型槽到锥部的距离;
配合跳动跳动检测支架,可以检测刀柄鼻端跳动
7. A 外径跳动
8. B 端面跳动
9. C 内径跳动
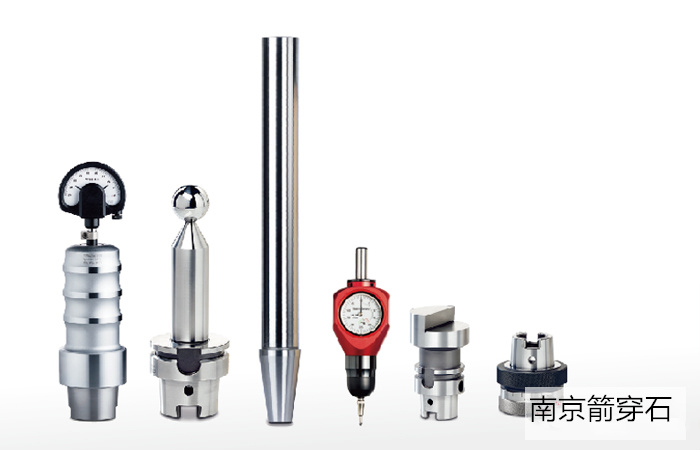
使用HSK刀柄跳动检测装置检测刀柄跳动,快速筛选不合格刀柄

通过检测刀柄跳动,快速筛选出不合格刀柄,当刀柄使用一段时间后,或者出现磨损,或过烧情况后,可以直接检测刀柄的跳动,如果刀柄跳动过大,建议停止使用,这种检测方式,检测速度较快,特别适合批量检测,刀柄的终端用户使用较多。
另外机床的主轴也是影响加工效果的重要因素,主轴的各项指标是否符合标准,直接影响着机床的加工性能。为了检测机床主轴,Diebold也提供一些列主轴检具,包括:主轴锥孔检具、主轴拉力计、主轴跳动检棒、主轴动平衡规、M19主轴角度位置检具、主轴拉杆位置检具等,帮您实现在生产和维修中大的精度和可靠性,深受主轴生产商、主轴维修商和机床使用商的信赖!
相关产品



相关案例
欢迎您的留言咨询