


五轴机床RTCP球杆仪/检测棒的应用
发布时间:
2023-06-27
? ? ? ? ? ? ? ? RTCP,在高档五轴数控系统里,认为RTCP即是Rotated Tool Center Point,也就是我们常说的刀尖点跟随功能。 ? ? ? ? 在五轴加工中,追求刀尖点轨迹及刀具与工件间的姿态时,由于回转运动,产生刀尖点的附加运动。数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。业内也有将此技术称为TCPM、TCPC或者RPCP等功能。其实这些称呼的功能定义都与RTCP类似,严格意义上来说,RTCP功能是用在双摆头结构上,是应用摆头旋转中心点来进行补偿。而类似于RPCP功能主要是应用在双转台形式的机床上,补偿的是由于工件旋转所造成的的直线轴坐标的变化。其实这些功能殊途同归,都是为了保持刀具中心点和刀具与工件表面的实际接触点不变。
RTCP,在高档五轴数控系统里,认为RTCP即是Rotated Tool Center Point,也就是我们常说的刀尖点跟随功能。


雷尼绍(Renishaw)球杆仪 戴博(Diebold)球头验棒
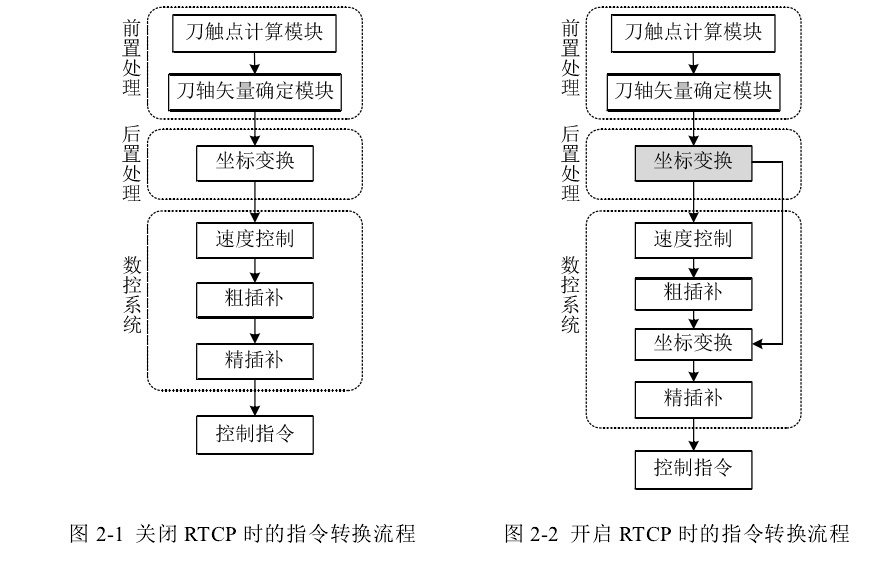
RTCP功能,从根本上说,主要是改变了插补运算的流程。
在五轴加工中,追求刀尖点轨迹及刀具与工件间的姿态时,由于回转运动,产生刀尖点的附加运动。数控系统控制点往往与刀尖点不重合,因此数控系统要自动修正控制点,以保证刀尖点按指令既定轨迹运动。业内也有将此技术称为TCPM、TCPC或者RPCP等功能。其实这些称呼的功能定义都与RTCP类似,严格意义上来说,RTCP功能是用在双摆头结构上,是应用摆头旋转中心点来进行补偿。而类似于RPCP功能主要是应用在双转台形式的机床上,补偿的是由于工件旋转所造成的的直线轴坐标的变化。其实这些功能殊途同归,都是为了保持刀具中心点和刀具与工件表面的实际接触点不变。
拥有RTCP技术的机床(也就是业内所说的真五轴机床),操作工不必把工件精确的和转台轴心线对齐,随便装夹,机床自动补偿偏移,大大减少辅助时间,同时提高加工精度。同时后处理制作简单,只要输出刀尖点坐标和矢量就行了。在机械结构上,五轴数控机床主要有双摆头、双转台、一摆一转等结构。
我们以双转台高档五轴数控系统为例,详细介绍一下RTCP功能。
在五轴机床中定义第四轴和第五轴的概念:在双回转工作台结构中第四轴的转动影响到第五轴的姿态,第五轴的转动无法影响第四轴的姿态。第五轴为在第四轴上的回转坐标。
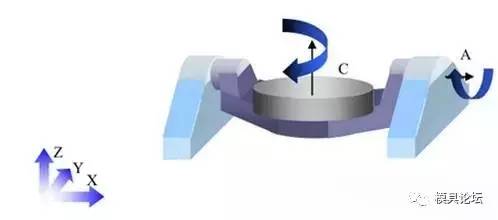
如上图所示,机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP就是为了消除这个补偿而产生的功能。
那么机床如何对这段偏移进行补偿呢?接下来我们就来分析一下这段偏移是怎么产生的。
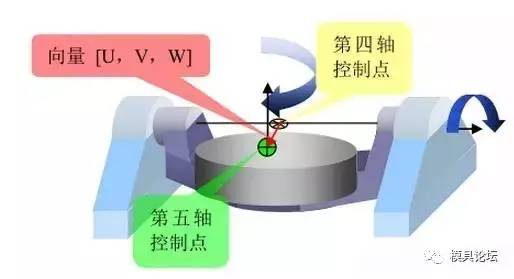
根据前文,我们都知道是由于旋转坐标的变化导致了直线轴坐标的偏移。那么分析旋转轴的旋转中心就显得尤为重要。对于双转台结构机床,C轴也就是第5轴的控制点通常在机床工作台面的回转中心。而第4轴通常选择第四轴轴线的中点作为控制点。
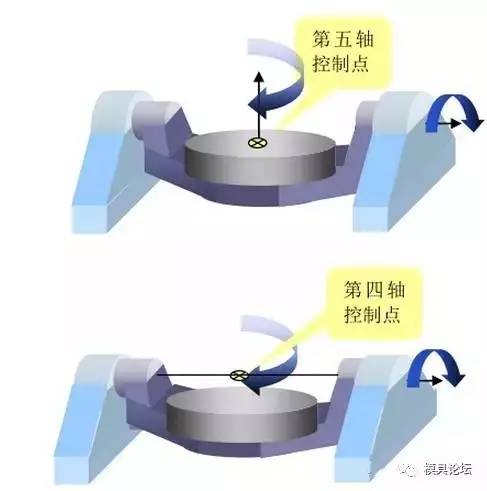
数控系统为了实现五轴控制,需要知道第5轴控制点与第四轴控制点之间的关系。即初始状态(机床A、C轴0位置),第四轴控制点为原点的第四轴旋转坐标系下,第五轴控制点的位置向量[U,V,W]。同时还需要知道A、C轴轴线之间的距离。对于双转台机床,举例如下图所示。
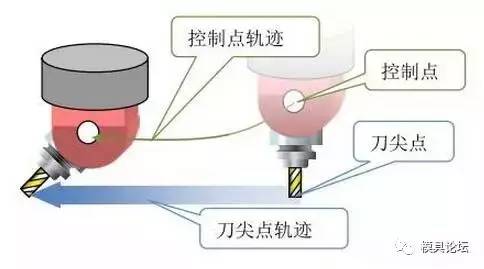
大家可以看出,对于有RTCP功能的机床,控制系统为保持刀具中心始终在被编程的位置上。在这种情况下,编程是独立的,是与机床运动无关的编程。当您在机床上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。举个例子:
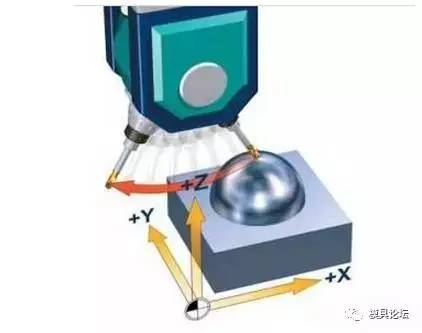
如上图,不带RTCP功能关的情况下,控制系统不考虑刀具长度。刀具围绕轴的中心旋转。刀尖将移出其所在位置,并不再固定。
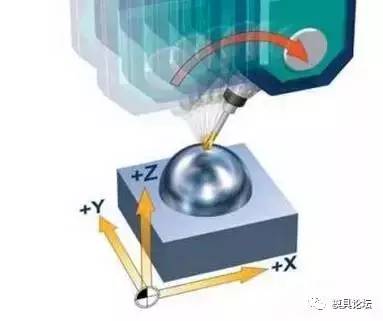
如上图,带RTCP功能开的情况下,控制系统只改变刀具方向,刀尖位置仍保持不变。X,Y,Z轴上必要的补偿运动已被自动计算进去。
而对于不具备RTCP的五轴机床和数控系统是怎么解决直线轴坐标偏移这个问题呢?我们知道现在国内很多五轴数控机床和系统都属于假五轴,所谓假五轴,其实就是指不带RTCP功能的机床。真假五轴,既不是看长相也不是看五个轴是否联动,要知道假五轴也可以做五轴联动。假五轴的区别主要在于其没有真五轴RTCP算法,也就是说假五轴编程需要考虑主轴的摆长及旋转工作台的位置。这就意味着用假五轴数控系统和机床编程时,必须依靠CAM编程和后处理技术,事先规划好刀路。
同样一个零件,机床换了或者刀具换了,都必须重新进行CAM编程和后处理。并且假五轴机床在装夹工件时需要保证工件在其工作台回转中心位置,对操作者来说,这意味着需要大量的装夹找正时间,且精度得不到保证。即使是做分度加工,假五轴也麻烦很多。而真五轴只需要设置一个坐标系,只需要一次对刀,就可以完成加工。
假五轴是依靠后处理技术,将机床第四轴和第五轴中心位置关系表明,来补偿旋转轴对直线轴坐标的位移。其生成的CNC程序X、Y、Z不仅仅是编程趋近点,更是包含了X、Y、Z轴上必要的补偿。这样处理的结果不仅会导致加工精度不足,效率低下,所生成的程序不具有通用性,所需人力成本也很高。同时由于每台机床的回转参数不同,都要有对应的后处理文件,对于生产也会造成极大的不便。再者假五轴其生成程序无法改动,实现手工五轴编程基本没有可能。
同时因为没有RTCP功能,其衍生的众多五轴高级功能都无法使用,比如五轴刀补功能等。其实对于五轴机床来说,它只是我们为了实现加工结果的工具,并无真假之分。重要的是我们的工艺决定了选用什么方式加工,相对而言,真五轴机床性价比更高。
相关新闻