


3D打印模具材料加工
发布时间:
2023-05-13
3D打印材料由于宏观结构的不均匀性和缺陷被视为所选择的增材制造方法所固有的缺陷,通常是设计构建几何形状中的非标称特征。诸如表面纹理(粗糙度和波纹)或残留粉末(例如,通道、孔、空腔等)螺纹加工等。尤其是表面波纹度与光洁度。因此 AFS-D搅拌摩擦焊增材制造或 AW-DED电弧熔丝定向能量沉积3D打印工艺等更加工方法可能会导致更多的后处理,例如CNC机械加工。
3D打印模具材料加工
3D打印(3D Printing),又称增材制造(Additive Manufacturing,简称AM),兴起于上世纪九十年代。与传统的“减材”加工方法不同的是,3D打印是基于计算机软件,通过设计、扫描等方式建立三维模型,以逐层叠加的方式将离散材料(粉末、丝材)加工成形的一种技术。3D打印大多使用球形粉末作为原料,通过集中的热源有选择地熔化,并在随后的冷却中固化形成打印件。
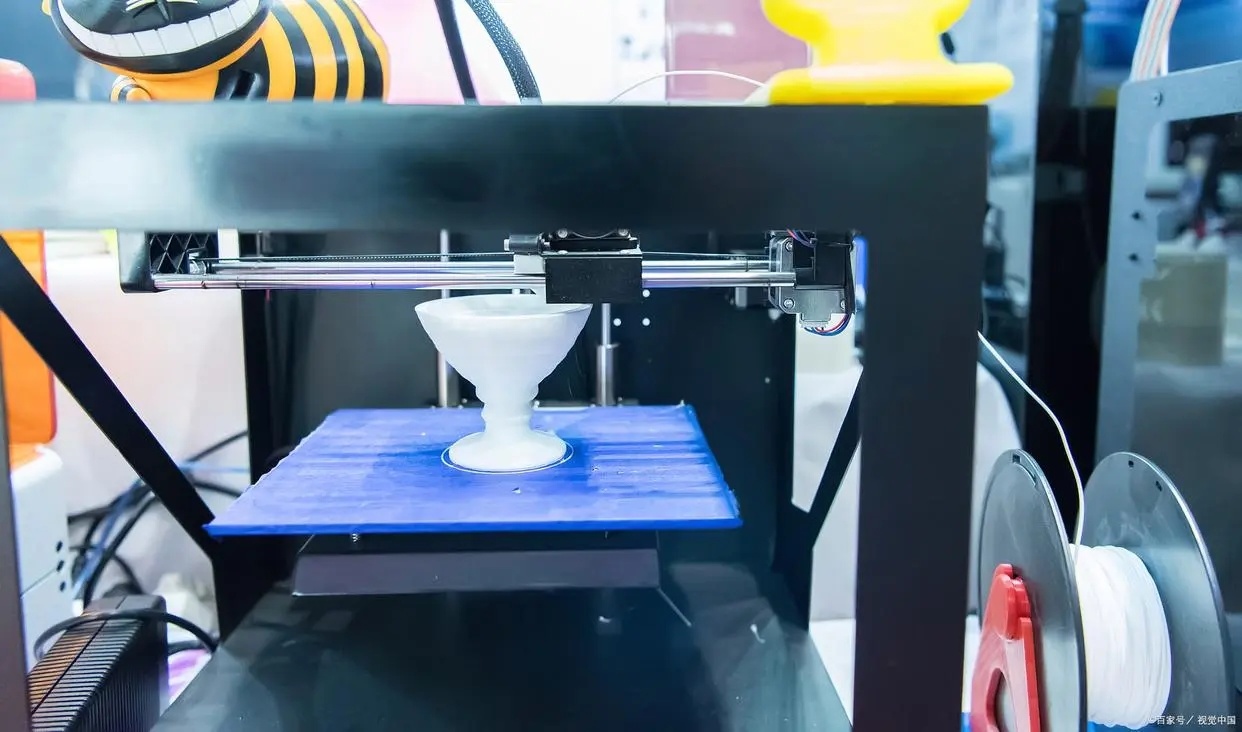

3D打印 3D打印产品
在当前3D打印产业当中,金属3D打印占据了相当大一部分比例。比如在航空航天领域,金属3D打印已经从制造测试样件进入到批量生产的阶段;在齿科领域,3D打印金属牙冠也成为牙齿技工所的常规手段;在骨科领域,3D打印金属植入体开始规模化应用;在模具、散热器等领域正在替代传统工艺。
3D打印中常用的粉末冶金高温合金是采用粉末冶金的方法制备的高温合金,与传统的铸锻高温合金相比,具有组织均匀,无宏观偏析,以及屈服强度高、疲劳性能好等优点,克服常规工艺产生的偏析(不均匀),所使用的预合金化粉末的每个颗粒就是一个“显微钢锭”,合金偏析只能在粉末颗粒的细小范围内发生,能够提高合金的综合性能,并且能减少切削加工量,提高了合金的利用率。
但由于3D打印材料的宏观结构的不均匀性和缺陷被视为所选择的增材制造方法所固有的缺陷,通常是设计构建几何形状中的非标称特征。诸如表面纹理(粗糙度和波纹)或残留粉末(例如,通道、孔、空腔等)螺纹加工、产品精度等等,尤其是表面波纹度与光洁度。因此 AFS-D搅拌摩擦焊增材制造或 AW-DED电弧熔丝定向能量沉积3D打印工艺等更加工方法可能会导致更多的后处理,例如CNC机械再加工。
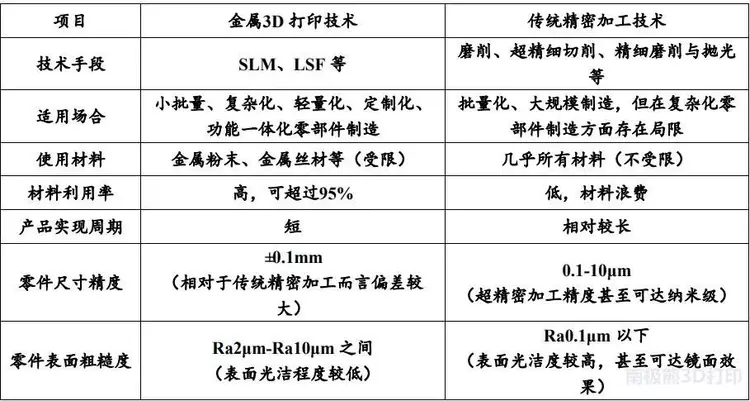
金属3D打印较传统精密加工技术
3D打印工艺制造注意事项:
1、螺纹建议用攻牙,不建议直接打印(含内,外螺纹);
2、壁厚,槽宽,字体大小低于0.5mm不保证能打印出来;
3、装配件需要提醒发装配组装图,发货前会装配好才寄出,如没提醒不负责装配;
4、需装配的产品间隙位单边需放0.15mm;
5、局部装配要求高的(如轴承孔/直径/平面装配位)要提前留出加工余量,再通过二次精加工配合;
6、金属3D打印高温烧结后有些细长,薄壁件,壳类等结构会有变形,金属3D打印优势在于结构复杂件,精度跟表面效果劣于机加工;
7、本色表面麻点(Ra7左右);
8、金属3D打印材质后处理:跟传统材料一样可以后续二次加工处理;
9、50mm内的产品打印公差±0.1mm,更大件产品打印公差视图纸而议;
10、针对大件的产品如需要拆件打印,就要考虑到拆件位置,要避开孔位,考虑到变形量及预留焊接时的对位接口。
我司PM系列丝锥在3D打印模具材料上的加工于应用:
产品材料:0.1C-12Cr-10Co-5Mo(马氏体时效不锈钢); 材料硬度:HRC42-46
|
丝锥 |
品牌 |
箭石 |
|
|
产品型号 |
JSTREM12X1.5 |
||
|
产品材质 |
HSS-E-PM |
||
|
产品规格 |
M12X1.5-6HX |
||
|
测试数量 |
2 |
||
|
刀柄 |
品牌 |
远见 |
|
|
名称 |
浮动丝攻刀柄 |
||
|
加工参数 |
线速度 (vc) |
4 |
m/min |
|
转速(n) |
110 |
min-1 |
|
|
深度 |
20 |
mm |
|
|
冷却液 |
外冷 |
乳化液 |
|
|
|
|
||
|
测试结果 |
加工250件后螺纹粗糙度变差 |
||

箭石PM丝锥采用优质粉末金属材料和特殊螺纹结构,使产品具有高抗崩刃切削,螺纹光洁度可靠,高性能的X涂层具有高耐热性和耐磨性使刀具寿命更长!
相关新闻